导读:制造业是实体经济的主体,汽车行业又是现代制造业的代表。电动化、智能网联化、共享化和国际化的“新四化”,正在改变和重构汽车产业。智能制造是引领整车制造企业开创数字化、智能化的新型模式及高质量发展的内生动力。上汽集团股份有限公司乘用车分公司(简称上汽乘用车)聚焦制造全业务链数字化运作,以打造智能制造标杆工厂为目标,开展全方位的智能制造实践。

一、智能制造工厂目标
以建立数字化环境为载体,以打造数字化能力为抓手,以全业务链数字化运作为驱动,通过打造以制造过程透明化、生产管理精细化、运营数据共享化、决策管控智能化为特征的智能工厂,为制造过程赋能,为全生命周期设备管理赋能,为改进与决策赋能,为员工能力提升赋能。全面推进制造柔性化、智能化、网联化、共享化、精益化、绿色化,从而实现提质增效、节本降耗和生态培育。
二、智能制造系统应用架构
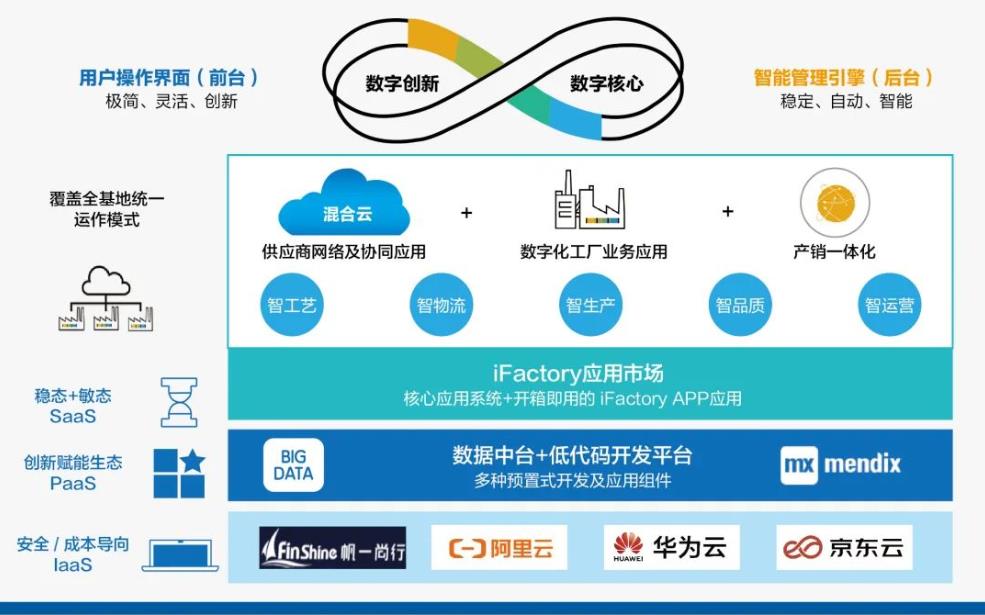
聚焦整车制造全业务链痛点、难点及业务应用场景,基于价值链重构及共享模式创新的生态圈,构建产供销一体化的业务协同云,智能制造云和数据服务云的互联互通共享平台,后台智能管理引擎“稳定、自动、智能”,同时前台用户操作界面“极简、灵活、创新”。
其系统应用架构的IaaS层依托由阿里云、京东云等公有云和上汽帆一尚行私有云组成的混合云架构,提供底层云计算和云存储能力,PaaS层提炼上汽乘用车智能制造实践中沉淀的智能算法和机理模型,构建统一的大数据中台和低代码开发平台,实现为SaaS层提供面向制造和供应链领域数字化创新的智能工厂APP应用。
三、“五智”应用生态圈
上汽乘用车融合工业互联网、大数据、人工智能等先进技术,从最小的嵌入设备和基础元器件开始,到感知设备、制造设备、制造单元和生产线,相互之间实现互联互通,消除信息孤岛,以此为基础,实现“可测可控、可产可管”的纵向集成环境的全面构建。
同步结合多数字化平台的落地应用,实现涵盖工艺开发、生产管理、供应链管理、质量管理、运营管理等多维度数据互联互通的横向集成环境,为打造高效协同、信息共享、精益稳健、智能运营、“零缺陷”的数字化智能工厂全方位赋能。
(1)智工艺:依托数字化技术实现设计阶段的精益规划
上汽乘用车基于完备的参数化数字资源制造系统和数字化平台运作,应用虚拟仿真技术实现工艺设计、设备规划设计的虚拟分析、评价、优化及验证,并进一步拓展到整个产品生命周期的制造工艺体系精细化管理,全面提升工作效率和项目交付质量的同时,缩短了项目验证周期和验证成本,以快速响应市场。
以车身工艺为例,在产品同步工程、工艺规划一直到现场调试阶段,通过将生产线设备、工装、焊枪、机器人的三维建模仿真,结合制造需求数据、焊枪数据库、工装数据库、设备数据库等数字化资源,验证焊接可达性、机器人焊接路径无干涉机工位节拍满足性,从而提早发现产品设计或工艺规划的问题并解决,以达到减少工艺开发和现场调试周期、降低工艺开发成本和生产启动质量风险。
(2)智生产:制造全过程实时在线、主动感知、透明管理、敏捷执行
上汽乘用车依托IT与OT技术深度融合,构建以制造执行系统为主的跨界互联平台,打造具备数据自动流动的状态感知、实时分析、科学决策、精准执行的闭环生产体系为生产赋能。同时,基于PMC(生产管理系统)、预测性维护系统和自开发的具有知识产权的设备管理系统、4M变化点管理系统和精益管理等系统综合应用实现生产过程的透明化和问题的显性化,从根源解决生产现场人、机、料、法、环存在的不确定问题,夯实精益制造体系,从而实现全面提质、增效、降本与绿色发展。
以PMC系统为例,基于生产数据实时采集,如停线信号、预警信号、扫描枪信号、QCOS信号、机运线信号、缓冲区和产量等生产信号,对生产状态实时、准确、全面监控,并生成多维度、多层级的分类报表,实现问题显性化与分析,如产量趋势、开动率趋势、停线时间趋势、停线频次趋势、TOP问题分析和高频问题分析等;并就停线问题类型实现与设备管理系统、人员管理系统、能源管理系统和质量管理系统对接,辅助各层级人员结合问题的根源属性进行有效决策与闭环管理,工程师可以利用系统对问题进行跟踪,梳理总结问题报告和知识库,不断优化生产瓶颈,提高生产效率。
(3)智物流:依托一体化的智能物流生态系统,实现准时化智慧供给
上汽乘用车依托各类物联网、大数据、人工智能、智能AGV、智能分拣等软硬件技术,从“规划-运营-执行”三个层次定义智能物流新平台,基于数据实时共享、集成与应用,精准控制供应备货、运输、仓储等运营过程,提升各环节运作响应效率、预测与风险应对能力、分析与决策能力,逐步形成厂内外业务高度融合的智能物流生态系统。
以WMS仓储管理系统为例,该系统管控厂内物流过程,并与自动物流设备对接,实现仓储精细化管理。系统包含接口管理,分为收货管理,如电子签收、PUS单收货、收货冲销、厂外JIS自动收货等;库内管理,如翻包、移库、调拨、盘点、差异管理等;拣货上线管理,如拣货任务处理、零星上线、笼车、特殊单拣货上线等;出库管理和数据管理等功能,可进行操作记录、接口记录查询,出入库统计分析、人员效率分析以及质量追溯统计。
采用无线手持终端进行收货,依据上游系统传输的实际生产状态和库存信息实时拉动和配送货物,实现了JIS(排序供应)、PPS(生产拉动系统)、SPS(零部件成套供应)、ANDON(暗灯系统)、库位库存拉动等多种拉动方式需求的触发和接收,并完成拣货上线,形成了一套完整的物流仓储体系。依托该系统,结合5G技术与AI算法,实现智能最优化零件配送路径规划,自动报警、自主决策等功能。
(4)智质量:全生命周期的数字化质量闭环管控
上汽乘用车将传统质量管控手段向在线化、数据化和实时化的数字信息模式转变,构建基于质量检测、防错预警、质量分析和质量管理一体化的质量管理系统平台。
首先,通过质量问题相关性分析、重要度分析、SPC(统计过程控制)分析,工程师设置质量预警阈值。其次,现场质量管理方面,通过对产品质量信息如缺陷录入、AUDIT、重点检查、车辆返工管理信息和过程质量信息如分层审核信息、变更信息等的管理,实现“一车一单”全生命周期质量记录,质量信息统一、透明。最后,依靠关键质量数据实时采集和存储、异常状态实时预警,实现质量问题全过程闭环管理,全面提升产品质量。
围绕供应商质量管理业务打造的供应链质量Qlink在线协同平台,作为工厂质量管理的外延,利用高清视频开展远程供应商评审、专家审核,并且利用平台进行质量数据对接,实现对供应商质量问题的线上管理。
现场质量管理以外饰件装配智能防错为例,融合图像识别技术和AI算法,实现国内首创的车辆动态在线外饰件装配智能防错与报警;通过17组相机同时对15类外饰零件进行拍照,30秒内可完成4000张照片动态捕捉,系统实时对在线车辆的23个外饰件装配情况进行“智检”,有效预防质量缺陷溢出,确保产品质量“零缺陷”。
(5)智运营:从经验判断走向数字解析与智慧决策
上汽乘用车以端到端的数据流为基础,以实时数据为核心驱动力,上汽乘用车构建涵盖生产运营全业务链的大数据平台,通过“数据-信息-价值” 赋能模型,构建工厂级、车间级和个人数字应用平台,实现工艺数据、生产流程数据和供应链数据的信息共享透明化、互动预警及时化、业务闭环管控化、分析决策科学化,从而不断提升生产协同效率和质量,全力赋能工厂智慧运营。
依托数字化、智能化措施在整车制造环节的导入、实施与不断深化,上汽乘用车相关运营指标均得到显著的改进,诸如生产效率提高20%,制造单车成本下降15%,单车物流成本下降6%,制造质量一次报交合格率提升4%。整车智能制造的探索与实践,不仅符合上汽乘用车自身业务的发展、提升核心竞争力和促进业务转型的需要,同时在体系赋能、生态延伸、智能示范和推广应用方面为实现整车全业务协同闭环管理、提质、增效、降本提供了高效的解决方案,以期为整个汽车产业链践行智能化生产和网络化协同及构建生态系统提供经验借鉴,让智能化、数字化为生产赋智、为企业赋值、为行业赋能。
来源:上汽集团股份有限公司乘用车分公司